
В этом цикле я попытаюсь собрать и систематизировать информацию о гибке металла. Если вам интересно поглубже заглянуть в физику процесса. Если вы хотите лучше понимать, почему иногда все получается не так, как хотелось бы. Если вы хотите проводить расчеты самостоятельно и, таким образом, определять степень точности работы.. Тогда, милости просим. Поехали.
ЧАСТЬ 1 (Поведение металла при гибке, гибка поворотной балкой, варианты расчетов длины, нейтральная ось)
Прежде чем постигать нюансы, давайте разберемся с базовыми понятиями и рассмотрим процесс гибки в целом. Гибка – один из самых распространенных процессов в обработке листового металла, при котором материал деформируется и изменяет форму. Чтобы процесс этот проходил корректно, необходимо преодолеть предел текучести металла, не превышая предела прочности на разрыв. В противном случае, либо материал приложенную силу «не заметит», либо подвергнется разрушению. В процессе изменения формы металл деформируется в зоне линии сгиба – по одной линейной оси. Это, безусловно, упрощает все наши расчеты и рассуждения, так что приступим. Правда, если быть до конца откровенным, деформируются еще и края листа. Имеет место сдвиг краев вниз в горизонтальном направлении, перпендикулярно оси сгиба. Вот так, примерно:

Но у широких заготовок значение сдвига настолько мало, что мы можем этим пренебречь. Пусть об этом беспокоятся те, кто гнет заготовки квадратного сечения.
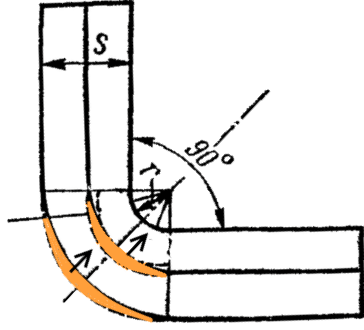
Итак, ближе к делу. Рассмотрим гибку металла на станке с поворотной балкой. Это типичный пример, так называемого, «свободного» или «воздушного» изгиба. Очевидно, что при этом деформируемая ось остается «свободной» и не контактирует непосредственно с инструментом станка (см. рис.)

1-инструмент гибочной балки, 2-инструмент прижимной балки, 3-свободная деформируемая зона
Таким образом, не воздействуя инструментом на линию сгиба, мы не можем претендовать на четкий угол в этой зоне. Напротив, невооруженным глазом наблюдается явный радиус, который нельзя игнорировать при расчетах точной заготовки.
И в самом деле, если мы хотим получить деталь с углом гиба 900, в которой длина одной «полки» – А, длина другой – В, то полная длина заготовки отнюдь не А + В. Истинные размеры плоской заготовки должны быть вычислены с учетом допуска (припуска) на изгиб или, другими словами, мы должны посчитать, сколько мы должны прибавить или вычесть к нашим длинам «полок», чтобы добиться желаемого результата.
Дальнейший расчет будет зависеть от ваших задач. Возможно 2 варианта:
| Вариант 1 | Вариант 2 |
 |
 |
| Lt = A + B + BA | Lt = A + B – BA |
| Lt – общая длина плоской заготовки; А и В – см. рисунок; ВА – допуск (припуск) | Lt – общая длина плоской заготовки; А и В – см. рисунок; BA – допуск (припуск) |
Соответственно, если вам нужна поверхность полки А без деформаций (например для расположения отверстий), то вы ведете расчет по варианту 1. Если же вам важна общая высота полки А, тогда, без сомнения, вариант 2 более подходящий.
При детальном рассмотрении металла в изогнутом состоянии видно, что внутренняя поверхность изгиба сжата, а внешняя растянута. Также, во внутреннем слое металла, выделяют, нейтральную ось (слой) – линию, по которой металл не сжат и не растянут. Нейтральная ось (слой) не является тем или иным физическим слоем, который можно обнаружить визуально или другим способом. Это условное понятие – но очень важное.
Нейтральная ось не статична и меняет свое положение. Гибка всегда сопровождается смещением нейтральной оси в сторону сжатой поверхности.
Ниже отмечены зоны и направление смещения нейтральной оси (выделены оранжевым):
Останавливаюсь на этом подробно, потому что это важно для понимания формул расчета, до которых мы еще доберемся. И вообще для осознания того, что не все так просто, в таком, казалось бы, элементарном деле.
Так как вычисление, получившейся в результате смещения параболической нейтральной оси – дело совсем неблагодарное, принято брать в расчет длину ближайшую к сжатой поверхности границу смещения. Вот эту (выделена красным):

Считается, что эту неточность компенсирует тот факт, что нейтральная ось металла вне зоны гибки тоже немного смещается, степень этого смещения уменьшается по мере удаления от линии сгиба.
Разницу между условным положением нейтральной оси (центральная ось) и фактическим уровнем (смещенная ось) называют коэффициентом утонения (α).
Коэффициент утонения зависит от пластичности материала, степени деформации и угла гибки. Именно из-за него мы не можем просто принять нейтральный слой за S/2 при любых условиях.
Продолжение следует…
При подготовке информации я использовал: 1. Статья “BendWorks. The fine-art of Sheet Metal Bending” Olaf Diegel, Complete Design Services, July 2002; 2. Романовский В.П. “Справочник по холодной штамповке” 1979г; 3. Инструкция по эксплуатации электромеханического гибочного станка SCHECHTL.
Pingback: Устройства предварительной правки - mehanolog.ru