
Ну вот мы и добрались до самого интересного – многовалковых машин для правки металла. До сих пор они очень широко применяются как для толстой, так и для тонкой стали. Главное их преимущество – относительная компактность, что позволяет, во-первых, использовать такие машины в цехе на относительно небольшой площади, и, во-вторых, встраивать машины этого типа в линии рулонной обработки.
Именно поэтому правка на многовалковых прецизионных правильных машинах явление гораздо более распространенное, чем правка растяжением. Прежде всего, потому, что многовалковые станки могут обеспечить большую производительность при меньшем уровне отходов. Тем более, что со временем эта технология приобрела значительные технологические изменения и усовершенствования.
Итак, чем же многовалковые прецизионные правильные устройства (ППУ) отличаются от устройств предварительной правки (УПП)? Как я уже упоминал в предыдущих материалах, основное отличие – наличие опорных валов у прецизионных машин. Таким образом, мы получаем возможность контролировать прижим вала по всей его длине. Посмотрите, пожалуйста, на схематичное изображение:

Как видите, группы опорных валов (помечены желтым цветом) поддерживают правильные валы по всей длине и глубина раскрытия/сведения может регулироваться. Таким образом, мы получаем возможность управлять прижимом определенной области листа не только в продольном, но и в поперечном сечении. Это дает широкие возможности для исправления поперечного коробления. Кроме того, многовалковые ППУ гораздо более эффективны в борьбе с продольными деформациями. Ведь опорные валы дают возможность использовать правильные валы меньшего диаметра, что в свою очередь позволяет увеличить частоту и количество знакопеременных изгибов (изгибов вверх-вниз). Проще говоря, кругом одни плюсы. Для большей наглядности давайте рассмотрим несколько случаев.
Продольная волнистость с двух сторон

Схема позиционирования опорных валов для данного случая

Продольная волнистость с одной стороны
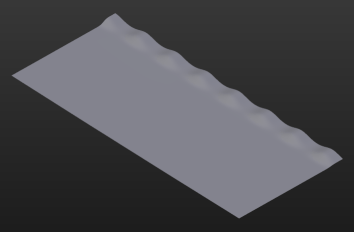
Схема позиционирования опорных валов для данного случая

«Пузыри» посередине
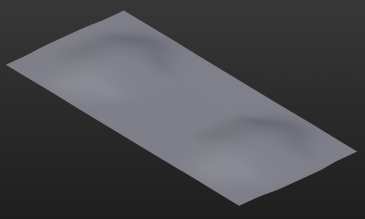
Схема позиционирования опорных валов для данного случая

«Пузыри» с краю

Схема позиционирования опорных валов для данного случая

Обратите внимание! Изображения дефектов несколько гипертрофированы. Я это сделал специально, для большей наглядности. Знайте, если у вас действительно такие рулоны и листы, то у вас большие проблемы. Скорее всего, вам понадобятся решения смешанного типа, о которых я напишу в другой раз.
Но, как вы понимаете, одними поперечными регулировками всех проблем не решить. Настоящая профессиональная правка – это комбинация поперечного позиционирования опорных валов и продольного наклона подвижной группы правильных валов.
Получается что-то в этом роде:

Привожу вам эту 3D схему, чтобы вы понимали какие сложные процессы проходят в блоке прецизионной правки. Да, все действительно непросто. Отсюда и существенная стоимость ППУ.
Дело в том, что рассмотренный выше вариант – самый простой. Здесь, как видите, опорные валы непосредственно контактируют с правильными валами. Это приводит к тому, что с течением времени воздействие опорных валов на правильные валы становится заметным на обрабатываемом материале.

Особенно этот дефект (траектория отмечена красным), по понятным причинам, проявляется на мягких металлах (цветные металлы, алюминий и т.д.).
Для решения этой проблемы придумали простой выход – установить между опорными и правильными валами дополнительные валы. Их называют «промежуточными» или «контр-валами» (помечены синим цветом).
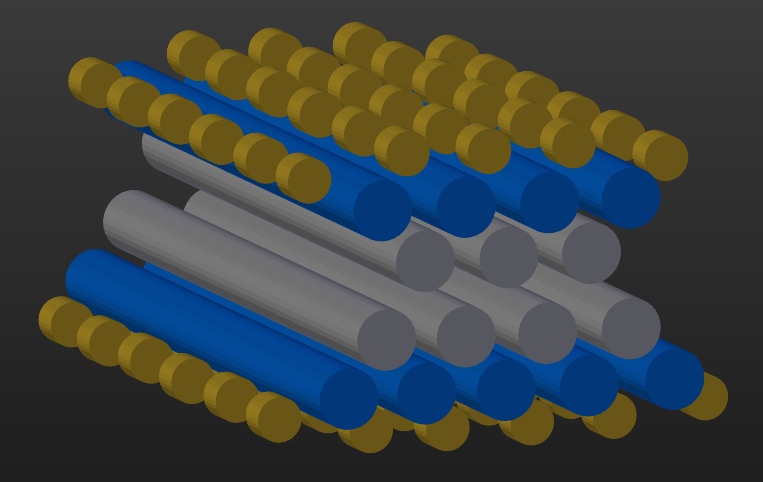
Именно такая схема расположения валов наиболее универсальна и распространена в настоящее время для правки чистого (без смазки, окалины и т.д.) тонкого металла. При этом принимается во внимание количество правильных валов (серый цвет) и количество рядов. То есть, на изображении выше мы видим 7-валковую, 6-рядную машину. Правда, обычно правильных валов у ППУ больше – 11, 13, 15,..29. Радиус валков также варьируется от 40 до 100мм в зависимости от задач.
Существуют, конечно, и другие конструкции прецизионных правильных машин для тонкого металла. До этого момента мы рассматривали так называемую «наклонную» или «треугольную» технологическую схему правки. Это значит, что один из рядов (чаще верхний) ставится в наклонное положение по отношению к другому.
Максимальный изгиб материала приходится на первые валы (обычно на 3й) и постепенно уменьшается к моменту выхода из блока правки. Такая схема позволяет успешно справляться с исходной волнистостью и коробоватостью и оставить при этом незначительные остаточные напряжения. В сочетании с контр-валами это весьма удачное решение для тонкого мягкого металла.
Существует также «трапециевидная» технологическая схема правки. Такие ППУ более эффективны и могут применяться в более сложных случаях и для металлов большей прочности. Также они сгодятся для правки твердых металлов в пределах толщин 0,25 – 0,4мм.
Наибольшая деформация в данном случае передается средними валами, причем они в средней зоне расположены параллельно друг другу.

Таким образом, под действием правильных валов полоса испытывает многократные одинаковые по величине деформации, что дает возможность обеспечить более эффективную правку материалов с большей «памятью» формы. Валы на входе располагаются под углом а1 для обеспечения корректной подачи материала. На участке выхода валы также смещаются на угол а2 для обеспечения выхода материала и своеобразного «расслабления» – снятия лишних напряжений.
Ну и, наконец, существует схема правки валами с переменным шагом. Используется этот метод еще реже.

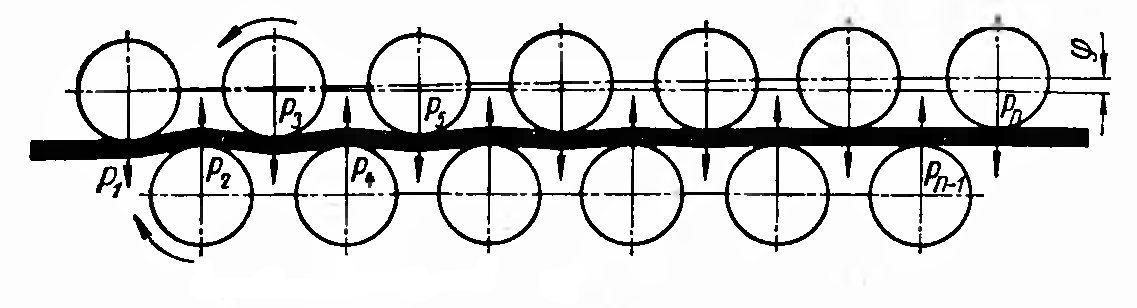
Исправляемый материал (4) размещается между двумя рядами правильных валов (3) и (5), имеющих разные диаметры и располагающиеся также в шахматном порядке. Вращение правильным валам придают приводные опорные валы (2). Прижим осуществляется при помощи специальных нажимных винтов (1).
Благодаря разным диаметром правильных валов величина изгиба максимальна посередине и уменьшаются по мере продвижения к крайним валам.
В принципе, по типу воздействия данный вариант очень напоминает «трапециевидный», но за счет большой совокупной мощности опорных валов с нажимными винтами мы получаем соответствующую эффективность.
Станки этого типа применяются для правки тонких широких полос сталей повышенной прочности.
В принципе, для начала это все. Мы определились с основными видами прецизионных многовалковых правильных машин, а также разобрали основные технологические схемы правки тонкого металла. Большая часть еще впереди. Продолжение следует.
При подготовке информации я использовал: 1. А.З.Слоним, А.Л.Сонин “Правка листового и сортового металла” 1980г; 2. Е.Н.Мошнин “Гибка и правка на ротационных машинах” 1967г.
Уважаемый Артём, на какую “глубину” можно спрашивать у Вас о тонкостях машин, технологий и прочего?
Меня интересует вот что: как выбирается (рассчитывается?) диаметр правильных валков? В зависимости от: размеров листа – ТОЛЩИНЫ; ширины; материала?
Сергей, здравствуйте.
Вполне можно спрашивать. И вообще лучше побольше спрашивать. Правда, прошу учесть – я книжный червь. Мне постоянно требуется заглядывать в справочники и разные умные книги. Особенно, когда дело расчетов касается.
Диаметр правильных валков выбирается в зависимости от толщины и ширины материала – все верно. Для тонкого металла действует такой закон: диаметр роликов поменьше, количество знакопеременных изгибов побольше. А дальше все упирается в сопромат, ваши задачи, бюджет. Какие деформации нужно убирать? Может и не нужно так уж досконально высчитывать?
Хотя, раз вы спрашиваете, я сделаю материал по диаметру валков. Спасибо вам за наводку.
Если что, присылайте ваши данные (толщину, ширину, дефекты) – и мы со всем разберемся.