
Здравствуйте, дорогие друзья. И снова статья о ровнителях. Дело в том, что не так давно я получил запрос на проведение сравнительного анализа нескольких моделей устройств правки рулонного металла. Я посчитал своим долгом разместить здесь это сравнение для примера. Надеюсь, этот материал кому-нибудь пригодится при выборе ровнителя для своего предприятия. Тем более, что вопрос непростой и требует внимательного рассмотрения, так как в большинстве случаев совсем не обязательно заказывать самый дорогой вариант. Итак, начнем.
1. Устройство предварительной правки металла Forstner RM-6 1500 110-MOP-F25
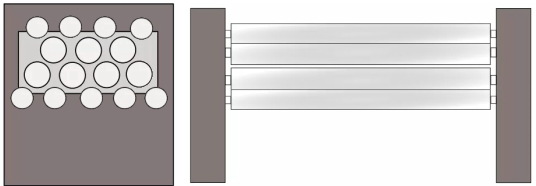
СХЕМА УСТРОЙСТВА

RM-6 – устройство правки встроенного типа. 6 валов правки D110 мм (2 группы: статичная по оси Y нижняя с приводом вращения – 3 вала, подвижная по оси Y верхняя – 3 вала), используются в комбинации с 2 парами тянущих валов на входе и выходе, обеспечивающих возвратно-поступательное движение металла и дополнительное натяжение.
Блок не оснащен поддерживающими валами.
Жесткость обеспечивается типоразмером валов – D110 мм.
НАЗНАЧЕНИЕ
Устройство предназначено для исправления продольной кривизны листа после высвобождения остаточных напряжений ввиду хранения металла в рулоне.

Используется только для нормальных рулонов.
Сталь х/к, г/к. Ширина до 1524мм, толщина до 2мм с пределом прочности при растяжении σв не более 400 МПа.
Устройство не предназначено для исправления дефектов металла, которые всегда связаны в той или иной степени с поперечным короблением.
УПРАВЛЕНИЕ
С центрального пульта управления.
Задается глубина наклона верхней группы валов. Задается расстояние предприжима (дистанция возврата материала под валы правки). Включение/выключение режима «бережной правки» (автоматический подъем верхней группы валов). Сохранение настроек для определенного материала.
ДОСТОИНСТВА
– Простота, надежность системы и низкая стоимость
– Эффективная правка продольной кривизны
– Компактность
– Возвратно-поступательное перемещение материала
– Режим «бережной правки» (повреждения поверхности металла исключены)
– Простота обслуживания и чистки
– Управление с центрального пульта (тач-скрин)
– Память позиций
НЕДОСТАТКИ
– Блок исправляет только продольную кривизну
2. Прерываемый прецизионный ровнитель Gabella 4H
СХЕМА УСТРОЙСТВА
Блок правки встроенного типа. 7 валов правки D75 мм (2 группы: статичная по оси Y
нижняя с приводом вращения – 4 вала, подвижная по оси Y верхняя – 3 вала), используются в комбинации с подающими валами вводного стола, обеспечивающими движение металла.
Блок оснащен поддерживающими валами D52 мм.
Поддерживающие валы обеспечивают жесткость, позволяя, при этом, уменьшить диаметр правильных валов и расстояние между ними.
НАЗНАЧЕНИЕ
Устройство предназначено для исправления продольной кривизны листа после высвобождения остаточных напряжений ввиду хранения металла в рулоне.
Используется для нормальных рулонов и листов с незначительными дефектами. Сталь х/к, г/к. Ширина до 1550мм, толщина до 2мм с пределом прочности при растяжении σв не более 420 МПа.
Устройство может использоваться для исправления поперечного коробления металла, связанного с волнистостью и пузыристостью посередине небольших значений.

Устройство не предназначено для исправления краевой волнистости.
УПРАВЛЕНИЕ
С отдельного пульта управления. Задается глубина наклона верхней группы валов вместе с поддерживающими валами. Задается позиция переднего и заднего валов для дополнительного контроля процесса на входе и выходе из блока правки.
ДОСТОИНСТВА
– Надежность системы
– Уменьшенный диаметр валов и расстояние между ними
– Поддерживающие валы
– Эффективная правка продольной кривизны
– Возможность правки незначительных серединных короблений
– Компактность блока
– Управление с пульта.
НЕДОСТАТКИ
– Блок исправляет не все виды поперечной кривизны
– Металл находится в контакте с зажатыми правильными валами все время
(возможны отметины на металле в зоне максимального сжатия валов – зависит от
режима работы и установок, скорости, покрытия металла).
3. Непрерываемый прецизионный ровнитель Gabella NS 30 6H
СХЕМА УСТРОЙСТВА

Устройство правки отдельностоящее. 11 валов правки D55 мм (2 группы: подвижная по оси Y нижняя с приводом вращения – 6 валов, статичная по оси Y верхняя с приводом вращения – 5 валов), используются в комбинации с подающими валами вводного стола, обеспечивающими движение металла и смонтированном на самом блоке правки.
Ровниель оснащен поддерживающими промежуточными валами D26 мм.
Блок оснащен поддерживающими подшипниками D52 мм (5 групп в поперечнике). Поддерживающие валы обеспечивают жесткость, позволяя, при этом, уменьшить диаметр правильных валов и расстояние между ними.
Подшипники, помимо жесткости, дают возможность регулировки поперечного прогиба валов правки.

НАЗНАЧЕНИЕ
Устройство предназначено для исправления продольной кривизны листа после высвобождения остаточных напряжений ввиду хранения металла в рулоне
Используется для нормальных рулонов и листов с дефектами.
Сталь х/к, г/к. Ширина до 1550мм, толщина до 2мм с пределом прочности при растяжении σв не более 420 МПа.
Устройство предназначено для исправления поперечного коробления металла всех основных типов.
Устройство, в том числе, предназначено для исправления краевой волнистости.

УПРАВЛЕНИЕ
С центрального пульта управления.
Задается глубина прижима нижней группы валов группы валов. Задается позиция переднего и заднего валов. Задается регулировки позиции подшипников. Сохранение настроек для определенного материала.
ДОСТОИНСТВА
– Надежность системы
– Оптимальный диаметр валов и расстояние между ними
– Привод всех правильных валов
– Эффективная правка продольной кривизны
– Эффективная правка поперечной кривизны
– Безостановочный процесс (повреждения поверхности металла исключены)
– Блок раскрывается для легкого доступа и чистки
– Управление с центрального пульта (тач-скрин)
– Память позиций
НЕДОСТАТКИ
– После данного блока правки необходимо предусмотреть петлевую яму для компенсации разности скоростей.
Таким образом, в этом кратком обзоре представлены три типа роликовых устройств правки рулонного металла. С большой долей вероятности вы можете встретить подобные устройства в линиях резки у разных производителей. Главное – это понимание фундаментальной разницы между ними. И дело тут во многих факторах. И, вопреки расхожему мнению, количество валов – далеко не самый решающий показатель. Поэтому перед принятием решения попросите подробных разъяснений у поставщика. Ведь не бывает универсальных и идеальных станков, но всегда можно и нужно подобрать самый подходящий.
Надеюсь, вам это всегда будет удаваться. До новых встреч!